
- Home
- Products
- Company
- Solutions
- Advantages
- Blog
- Contact
- Hot
Views: 0 Author: Site Editor Publish Time: 2025-10-21 Origin: Site








Stainless steel wire plays a vital role across numerous industries — from aerospace and medical devices to electronics and precision manufacturing. Producing high-quality stainless steel fine wire requires not only advanced metallurgical techniques but also a range of specialized equipment designed to control every aspect of the process — from melting and casting to drawing, annealing, and surface treatment.
As industries push for smaller, stronger, and more corrosion-resistant components, the demand for ultra-fine stainless steel wire continues to grow. According to market data from 2025, the global stainless steel wire market has exceeded USD 12 billion, with fine wire accounting for over 35% of the total due to its widespread use in filtration, medical stents, and microelectronics. Producing this wire involves complex processes that transform thick rods into micron-level filaments while maintaining exceptional mechanical strength and surface quality.
This article explores what equipment is used to produce stainless steel fine wire, analyzing each stage of the production line, comparing machine types, and highlighting how modern automation, precision control, and energy-efficient systems are revolutionizing the stainless steel wire manufacturing industry.
Stainless steel wire production involves multiple steps: melting, casting, hot rolling, pickling, wire drawing, annealing, and finishing.
Core equipment includes wire drawing machines, annealing furnaces, pickling systems, straightening machines, and spooling equipment.
Automation and computer numerical control (CNC) improve wire consistency and reduce defects.
High-precision stainless steel wire requires tight tolerance control and clean surface treatment.
Material selection, die design, and drawing speed directly affect final wire quality.
Fine wire production for medical and electronics applications often requires cleanroom environments.
Producing stainless steel wire starts with high-quality stainless steel rods, typically made from grades like 304, 316L, 430, and 904L. These materials are known for their corrosion resistance, strength, and ductility. The rods undergo several mechanical and thermal processes to achieve the required fine diameter — sometimes less than 0.02 mm.
Below is a simplified overview of the stainless steel fine wire production process and its main equipment:
| Process Stage | Key Equipment | Function | Example Parameters |
|---|---|---|---|
| Raw Material Preparation | Rod Cutter, Cleaning Line | Cut and clean rods for processing | Rod diameter 5.5–8 mm |
| Pickling and Descaling | Pickling Tank, Acid Recovery Unit | Remove oxides and scale | HNO₃ + HF solutions |
| Wire Drawing | Wire Drawing Machine, Drawing Dies | Reduce diameter to desired fine size | 0.02–2 mm final diameter |
| Annealing | Annealing Furnace | Restore ductility, relieve stress | 850–1050°C |
| Straightening and Cutting | Straightener, Cutting Machine | Shape correction and length adjustment | ±0.1 mm tolerance |
| Surface Finishing | Polishing Machine, Cleaning Line | Improve surface smoothness | Mirror finish or matte |
| Spooling and Packaging | Wire Winding Machine, Coiling Equipment | Coil wire for transport and use | Precision tension control |
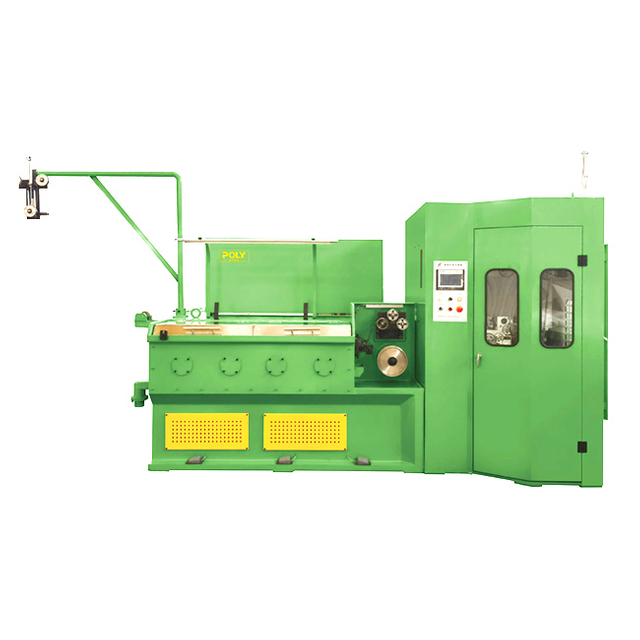
The heart of the production line is the wire drawing machine, responsible for reducing the diameter of the stainless steel wire through a sequence of dies. Modern systems are typically multi-pass drawing machines that pull the wire through a series of tungsten carbide or diamond-coated dies to achieve the desired fine dimension.
| Type | Description | Advantages | Suitable Wire Diameter |
|---|---|---|---|
| Dry Wire Drawing Machine | Uses dry lubricants to minimize friction | Low cost, good for medium wires | 0.5–6 mm |
| Wet Wire Drawing Machine | Uses liquid lubricants for fine wires | Better cooling, higher surface finish | 0.01–1 mm |
| Intermediate Drawing Machine | Reduces size before final drawing | Improves accuracy and strength | 1–3 mm |
| Fine Wire Drawing Machine | Precision drawing for ultra-fine wire | CNC control, extremely smooth surface | 0.01–0.5 mm |
High-speed motors with variable frequency drives (VFD)
Automatic tension control
Digital diameter monitoring
Die lubrication system for consistent reduction and cooling
Touchscreen PLC interface for parameter control
Modern stainless steel wire manufacturers are increasingly adopting intelligent wire drawing systems equipped with real-time monitoring and AI-assisted feedback loops that automatically adjust speed and tension based on wire temperature and resistance.
Every stainless steel wire passes through multiple dies during production. These drawing dies are crucial for achieving uniform diameter and minimizing surface defects.
Tungsten carbide – durable, cost-effective for standard wires
Polycrystalline diamond (PCD) – ultra-hard, perfect for fine wire
Natural diamond – used for the finest wire under 0.02 mm
Approach angle (typically 12–18°)
Bearing length (controls diameter consistency)
Exit angle (reduces stress concentration)
Lubrication flow path
Precision in die geometry directly affects wire tolerance, tensile strength, and surface finish — key attributes in stainless steel wire used for medical or electronic applications.
After drawing, the stainless steel wire becomes hard and brittle. To restore ductility and eliminate internal stresses, the wire undergoes annealing — a controlled heating and cooling process.
| Furnace Type | Description | Key Benefits |
|---|---|---|
| Continuous Annealing Furnace | Wire passes continuously through a heated chamber | Uniform heat, high productivity |
| Bell-Type Furnace | Batch process under vacuum or protective gas | Precise atmosphere control |
| Bright Annealing Furnace | Uses inert gas (e.g., hydrogen) to prevent oxidation | Produces shiny, oxide-free wire |
| Induction Annealing Furnace | Uses electromagnetic induction for localized heating | Fast, energy-efficient |
Temperature: 850–1050°C
Atmosphere: Argon or hydrogen
Cooling Rate: Controlled to prevent cracking
For ultra-fine stainless steel wire, bright annealing is essential to achieve a mirror-like finish without the need for post-polishing.
Before and sometimes after drawing, stainless steel wire must be thoroughly cleaned to remove scale, lubricants, and oxides. The pickling system uses acid solutions to achieve this.
Pickling Tanks made of polypropylene or stainless steel
Acid Circulation Pumps
Neutralization Unit
Rinsing and Drying Lines
Nitric acid (HNO₃)
Hydrofluoric acid (HF)
Citric acid (for eco-friendly alternatives)
Environmental trends in 2025 show a rapid shift toward acid-free mechanical descaling and electrolytic cleaning, reducing hazardous waste and improving sustainability in stainless steel wire production.
Once the stainless steel wire has been drawn and annealed, it often needs to be straightened or cut to specific lengths. Straightening machines use multiple rollers to correct wire shape, ensuring uniform alignment, while cutting machines achieve high-precision length adjustments with minimal deformation.
Servo-controlled rollers
Automatic cutting and stacking
Accuracy of ±0.05 mm
Optional in-line inspection cameras
This stage is critical for products like stainless steel wire for springs, fasteners, or electronic leads, where dimensional precision determines final performance.
The appearance and cleanliness of stainless steel wire are crucial for many applications. Surface finishing equipment includes polishing, coating, or cleaning systems that enhance corrosion resistance and aesthetics.
Electropolishing: Improves corrosion resistance and brightness.
Mechanical Polishing: Removes imperfections.
Ultrasonic Cleaning: Removes fine debris and residues.
Coating Lines: Apply lubricants or protective films.
Surface finish grades are often classified as:
| Grade | Description | Application |
|---|---|---|
| BA (Bright Annealed) | Reflective, oxide-free | Medical, decorative wire |
| 2B | Smooth, matte | Industrial, structural wire |
| Mirror Finish | Ultra-bright | Electronics, jewelry wire |
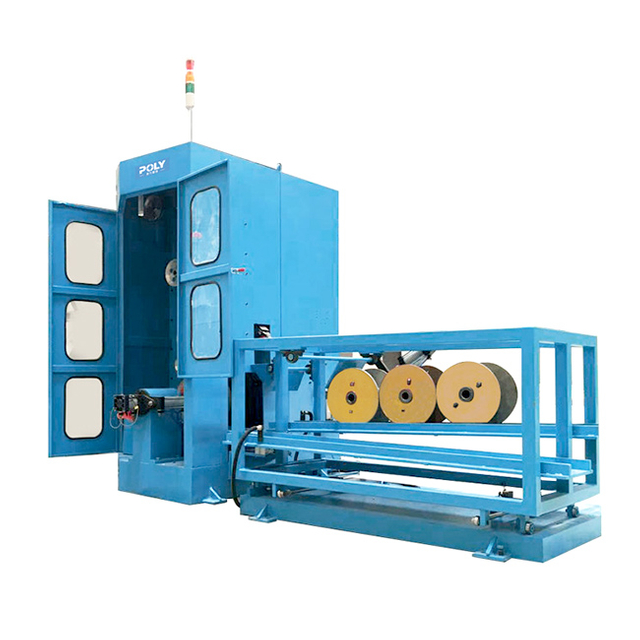
After finishing, the stainless steel wire must be wound and packed carefully to prevent tangling or damage. Modern spooling machines use servo motors to control tension and alignment during winding.
Automatic layer winding
Tension sensors and feedback loops
Coil weight monitoring
Anti-rust packaging materials
This ensures that fine stainless steel wire can be delivered in coils, spools, or bobbins ready for downstream processing such as weaving, welding, or additive manufacturing.
Smart factories are transforming stainless steel wire manufacturing. Through integration of IoT sensors, AI-driven inspection, and robotic handling systems, wire producers can now monitor critical parameters like tension, temperature, and diameter in real-time.
Laser diameter gauges with ±0.001 mm accuracy
Eddy current flaw detectors for internal crack detection
Digital twin simulations to predict wear and optimize die changes
Energy recovery systems in annealing furnaces for efficiency gains
Automated quality control ensures that every meter of stainless steel wire meets strict international standards such as ASTM A580, ISO 6892, and JIS G4314.
Different stainless steel wire grades are selected based on corrosion resistance, strength, and application requirements.
| Grade | Composition | Key Properties | Applications |
|---|---|---|---|
| 304 | 18Cr–8Ni | General-purpose, corrosion-resistant | Springs, mesh, fasteners |
| 316L | 17Cr–12Ni–2.5Mo | Excellent in marine & medical environments | Surgical wire, marine cable |
| 430 | 16–18Cr | Magnetic, cost-effective | Filters, automotive components |
| 904L | 20Cr–25Ni–4.5Mo | Super corrosion resistance | Chemical processing equipment |
The selection of wire grade affects both processing difficulty and required equipment settings. For instance, 316L stainless steel wire needs lower drawing speeds and higher annealing temperatures compared to 304 due to its work-hardening characteristics.
| Equipment Type | Typical Cost (USD) | Production Speed | Maintenance Needs | Energy Consumption |
|---|---|---|---|---|
| Dry Drawing Machine | $30,000–$70,000 | Medium | Low | Moderate |
| Wet Drawing Machine | $50,000–$120,000 | High | Medium | Moderate |
| Bright Annealing Furnace | $100,000–$250,000 | High | Medium | High |
| Pickling Line | $40,000–$90,000 | Medium | High | Low |
| CNC Straightener | $20,000–$50,000 | High | Low | Low |
Investing in automated, energy-efficient wire drawing systems typically yields a 20–30% improvement in throughput and a 15% reduction in waste, according to recent industrial data.
The production of stainless steel wire is evolving rapidly with new materials and technologies:
Nanostructured stainless steel wire for ultra-high strength applications.
Eco-friendly pickling alternatives using electrolytic or plasma methods.
Additive manufacturing integration, using fine wire as feedstock for 3D printing.
AI-driven predictive maintenance for wire drawing and annealing lines.
Hybrid drawing lubricants that combine dry and wet lubrication benefits.
These advancements enable manufacturers to meet increasing demands for finer diameters, cleaner surfaces, and sustainable production methods.
Producing stainless steel wire — especially fine wire — requires a combination of precision engineering, advanced metallurgy, and intelligent automation. From wire drawing machines and annealing furnaces to pickling systems and polishing lines, each piece of equipment contributes to achieving the perfect balance of strength, flexibility, and surface quality.
As global industries demand lighter, smaller, and more corrosion-resistant materials, innovation in stainless steel wire production equipment will continue to define competitiveness. Manufacturers who invest in modern, automated, and sustainable equipment will lead the next generation of high-precision metal manufacturing.
Q1: What is the smallest diameter achievable for stainless steel fine wire?
A1: Modern fine wire drawing machines can produce diameters as small as 0.01 mm, depending on die quality and material grade.
Q2: Why is annealing necessary during stainless steel wire production?
A2: Annealing relieves internal stress and restores ductility lost during drawing, ensuring the stainless steel wire remains flexible and durable.
Q3: What lubrication is used in wire drawing?
A3: Wet drawing machines typically use oil-based or soap-based lubricants, while dry drawing machines rely on calcium or sodium stearate powders.
Q4: How do manufacturers prevent oxidation during annealing?
A4: Using bright annealing furnaces with inert gas (hydrogen or argon) prevents oxidation and ensures a shiny, clean wire surface.
Q5: Which industries use stainless steel fine wire?
A5: Stainless steel wire is used in medical devices, aerospace components, filters, electronics, and automotive springs.

 English
English 简体中文
简体中文

